

Продукция
-
Система индукционного нагрева и термической обработки стальных прутков
-

Оборудование для индукционного нагрева листового металла
-

Линия закалки и отпуска стальных труб
-

Линия для закалки и нормализации стальных прутков
-
Линия термической обработки и закалки угловых плит
-

Система индукционного нагрева для прокатки
-

Оборудование для термической обработки стальных труб
-

Оборудование для отжигового нагрева стальных труб
-
Система закалки с проплавлением для стальных плит
-

Автоматическая система индукционного нагрева заготовок перед ковкой
-

Линия термической обработки и закалки прямоугольных стальных профилей
-

Индукционная электрическая печь для нагрева стальных заготовок
-

Линия для закалки стальных прутков
-

Линия индукционного нагрева и термической обработки шлифовальных прутков
-

Линия термической обработки и закалки для нефтяных обсадных труб
-

Оборудование для повышения температуры стальных заготовок




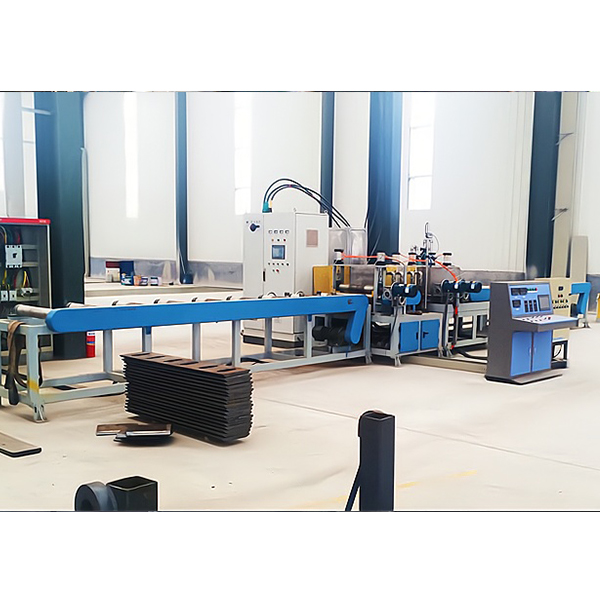
Линия закалки и отпуска стального прутка
Hebei Yuantuo производит линии индукционной термообработки стального прутка, круглого проката, болтов, штанг, винтов и длинномерных металлических заготовок. Индивидуальное проектирование под диаметр, материал, производительность, температуру нагрева и требуемую твёрдость.
Описание
маркер
Комплектная линия индукционной термообработки для стального прутка, круглого проката, болтов, винтов и стержневых заготовок
Компания Hebei Yuantuo Electromechanical Equipment Manufacturing Co., Ltd. поставляет линии индукционной термообработки для стального прутка, круглого проката и длинномерных стержневых заготовок. Оборудование применяется для процессов закалки, отпуска, закалки с отпуском и поверхностной закалки.
Линия может использоваться для непрерывной термообработки стального прутка, круглого проката, болтов для ветроэнергетики, анкерных болтов, ходовых винтов, штоков гидроцилиндров, поршневых штоков, насосных штанг, шахтных шлифовальных стержней, высокопрочной резьбовой арматуры и других аналогичных заготовок.

Производственная линия проектируется индивидуально с учётом размеров заготовки, марки материала, требуемой производительности, целевой температуры, требований к твёрдости и условий на площадке заказчика. В состав линии могут входить автоматическая загрузка, роликовая транспортировка, индукционный нагрев, закалочное охлаждение, отпускной нагрев, автоматическая выгрузка, система замкнутого контроля температуры, запись технологических параметров и система циркуляционного водяного охлаждения. Такое исполнение позволяет реализовать как отдельный индукционный нагрев, так и полноценную линию термообработки.

🔹Диапазон обрабатываемых заготовок
Линия закалки и отпуска стального прутка в основном применяется для непрерывного нагрева и термообработки круглых прутков и длинномерных металлических заготовок.
Подходящие заготовки включают:
* стальной пруток, круглый прокат, прутковый материал, круглые заготовки;
* углеродистые стальные прутки, среднеуглеродистые стальные прутки, прутки из легированных конструкционных сталей;
* болты для ветроэнергетики, анкерные болты, длинные резьбовые стержни;
* ходовые винты, штоки гидроцилиндров, поршневые штоки;
* насосные штанги, буровые штанги и другие стержневые изделия;
* шахтные шлифовальные стержни, износостойкие стальные прутки;
* высокопрочная резьбовая арматура и высокопрочные арматурные изделия.
Для заготовок разного диаметра, материала, длины и производительности требования к мощности индукционного нагрева, рабочей частоте, длине печи, скорости транспортировки и способу охлаждения различаются. Yuantuo подбирает оборудование и конфигурацию линии на основании фактических условий эксплуатации.
🔹Возможные процессы термообработки
В зависимости от назначения заготовки и требований к термообработке линия может выполнять следующие процессы:
* объёмная закалка;
* закалка + отпуск;
* поверхностная закалка;
* непрерывный индукционный нагрев;
* самоотпуск после закалки;
* отдельный отпуск;
* непрерывная термообработка прутков разных типоразмеров.
Для производства нескольких типоразмеров могут применяться разные индукторы, разные рабочие частоты источника питания и разные технологические параметры в зависимости от диапазона диаметров заготовок. Это помогает уменьшить температурные колебания и нестабильность твёрдости после смены типоразмера.
🔹 Состав комплектной производственной линии
Линия термообработки стального прутка Yuantuo может быть спроектирована в полуавтоматическом или автоматическом исполнении в зависимости от требований проекта. Обычно линия включает следующие узлы.
✅ Система автоматической загрузки и разделения заготовок
Используется для автоматического выравнивания, разделения и подачи стальных прутков с контролем производственного такта. Подходит для непрерывного производства.
✅ Наклонная роликовая транспортная система
Заготовка на роликах одновременно вращается и равномерно перемещается вперёд. Это способствует повышению равномерности нагрева по окружности. В зоне печи роликовая система может выполняться с жаростойкой конструкцией и водяным охлаждением в зависимости от условий эксплуатации.

✅ Источник индукционного нагрева
В зависимости от диаметра заготовки, материала, целевой температуры, производительности и требований к сквозному прогреву подбирается источник индукционного нагрева средней или повышенной частоты соответствующей мощности и частоты.
✅ Индукционная нагревательная печь
Конструкция индуктора, длина печи и количество нагревательных секций проектируются с учётом размеров заготовки и требований технологического процесса. Печь предназначена для непрерывного и стабильного индукционного нагрева.
✅ Закалочное охлаждающее устройство
Система охлаждения проектируется с учётом марки стали, диаметра заготовки, целевой твёрдости и требований к охлаждению. Может применяться водяное охлаждение, распылительное охлаждение или специальная охлаждающая конструкция. Контролируются расход воды, давление, температура воды и время охлаждения.

✅ Система отпускного нагрева
Используется для отпуска после закалки, чтобы обеспечить более стабильную твёрдость и необходимые комплексные механические свойства заготовки.
✅Система измерения и управления температурой
Может включать инфракрасное измерение температуры, PLC-управление, регулирование мощности источника питания и систему записи технологических параметров. Это позволяет связать контроль температуры закалки, температуры отпуска и производственного такта в единую систему управления.
✅Система циркуляционного водяного охлаждения
Используется для охлаждения индукционного источника питания, индукторов, печи, роликов и других узлов, работающих в зоне высоких температур. Система обеспечивает стабильную работу оборудования в непрерывном режиме.
🔹Контроль равномерности нагрева
Ключевой фактор качества при закалке и отпуске стального прутка — стабильность температуры. При проектировании решения Yuantuo учитывает равномерность нагрева заготовки по окружности, по длине и по сечению.
Стабильность нагрева обеспечивается следующими способами:
заготовка во время транспортировки вращается и равномерно перемещается вперёд;
конструкция индуктора проектируется с учётом диаметра и материала заготовки;
эффективная длина нагрева печи определяется по требованиям к сквозному прогреву;
выходная мощность источника питания регулируется по сигналу инфракрасного измерения температуры;
скорость роликов контролируется для поддержания стабильного производственного такта;
для заготовок разных типоразмеров задаются соответствующие технологические параметры.
Для прутков малого диаметра основное внимание уделяется скорости нагрева и предотвращению поверхностного перегрева. Для прутков большего диаметра важнее обеспечить достаточную глубину прогрева, эффективную длину нагрева и равномерность температуры по сечению.
🔹Контроль температуры закалки и отпуска
Линия может оснащаться инфракрасными пирометрами в ключевых точках, например на выходе из зоны нагрева перед закалкой и на выходе из зоны отпускного нагрева. Сигнал измерения температуры связан с PLC-системой управления. На основании фактической температуры система регулирует выходную мощность источника питания, чтобы поддерживать температуру нагрева в заданном диапазоне.
В зоне закалки контролируются:
температура нагрева перед закалкой;
скорость движения заготовки;
расход воды;
давление охлаждения;
длина зоны охлаждения;
температура охлаждающей воды;
состояние вращения заготовки.
В зоне отпуска контролируются:
температура отпускного нагрева;
время выдержки при отпуске;
равномерность температуры после отпуска;
согласование такта между закалкой и отпуском;
запись технологических параметров отпуска.
Благодаря измерению температуры, регулированию мощности, управлению скоростью роликов и согласованию системы охлаждения можно уменьшить колебания твёрдости внутри одной партии заготовок и повысить стабильность процесса термообработки.

🔹Основания для выбора конфигурации оборудования
Линия индукционной закалки и отпуска стального прутка относится к нестандартному оборудованию. Даже при одинаковом диапазоне диаметров конфигурация оборудования может отличаться, если различаются материал, длина, производительность, целевая твёрдость или условия на площадке.
Обычно Yuantuo определяет техническое решение на основании следующих параметров:
наименование и назначение заготовки;
марка материала и химический состав;
минимальный диаметр, максимальный диаметр и основные рабочие размеры;
длина заготовки и вес одной штуки;
температура закалки, температура отпуска и целевая твёрдость;
часовая производительность, производительность за смену или производственный такт;
вид термообработки: закалка, отпуск, закалка с отпуском или поверхностная закалка;
охлаждающая среда и требования к охлаждению;
необходимость частой смены типоразмеров;
необходимость автоматической загрузки и выгрузки;
напряжение на площадке, частота сети и мощность трансформатора;
доступная длина, ширина и высота цеха, а также условия водоснабжения;
необходимость стыковки с существующей производственной линией.
Yuantuo выполняет технологический расчёт и подбор оборудования на основании параметров проекта, после чего предоставляет конфигурацию производственной линии, описание технологического процесса, рекомендации по компоновке и коммерческое предложение.
Таблица технических параметров для подтверждения
Параметр | Информация для подтверждения |
| Наименование заготовки | Стальной пруток, круглый прокат, болт, винт, гидравлический шток, шлифовальный стержень и т. д. |
| Марка материала | Сталь 45, 40Cr, 42CrMo, легированная сталь и т. д. |
| Диапазон диаметров | Минимальный диаметр, максимальный диаметр, основные рабочие размеры |
| Длина заготовки | Длина одной штуки или диапазон длины |
| Вес одной штуки | Можно предоставить вес или рассчитать по чертежу |
| Технологические требования | Закалка, отпуск, закалка с отпуском, поверхностная закалка и т. д. |
| Температура закалки | Целевая температура нагрева или текущая технологическая температура |
| Температура отпуска | Целевая температура отпуска |
| Требования к твёрдости | HRC, HB или другой стандарт контроля |
| Производительность | Тонн/час, штук/час или производительность за смену |
| Способ охлаждения | Водяное охлаждение, распылительное охлаждение или другой заданный способ |
| Условия электропитания | Напряжение, частота сети, мощность трансформатора |
| Условия цеха | Доступное пространство, наличие крана, условия водоснабжения |
| Требования к автоматизации | Ручная, полуавтоматическая или автоматическая загрузка и выгрузка |
| Требования к приёмке | Испытание с материалом заказчика, приёмка на месте или проверка третьей стороной |
Чем полнее предоставлены параметры, тем точнее будут конфигурация оборудования и коммерческое предложение. Если на раннем этапе проект не имеет полного набора данных, можно сначала предоставить чертежи, фотографии заготовок, существующий технологический процесс или требования к конечному изделию. Инженеры Yuantuo помогут уточнить технические условия.
🔹Приёмочные испытания перед отгрузкой
Линия закалки и отпуска стального прутка Yuantuo является нестандартным оборудованием и обычно производится по техническому решению и условиям контракта, подтверждённым обеими сторонами.
После завершения изготовления оборудования заказчик может провести приёмочные испытания перед отгрузкой и перед оплатой окончательного платежа. Формат приёмки определяется в зависимости от проекта:
✅приёмка на заводе Yuantuo;
✅участие третьей стороны в приёмке по поручению заказчика;
✅пробный нагрев или пробный запуск с использованием образцов, предоставленных заказчиком;
✅проверка рабочего состояния оборудования, контроля температуры, стабильности транспортировки и функций системы управления;
✅запись данных испытаний, съёмка видео работы оборудования или оформление приёмочных материалов в соответствии с техническим соглашением или контрактом.
Если требуется испытание с материалом заказчика, необходимо заранее подтвердить размеры образцов, материал, количество, целевую температуру, способ проверки твёрдости и критерии приёмки. Конкретные пункты испытаний определяются техническим соглашением или контрактом, подтверждённым обеими сторонами.

🔹Возможности поставки комплектной линии
Yuantuo поставляет комплектные линии закалки и отпуска стального прутка, а не только отдельный источник индукционного нагрева или отдельную печь. Комплексное решение может охватывать загрузку, транспортировку, индукционный нагрев, закалочное охлаждение, отпускной нагрев, выгрузку, систему водяного охлаждения и электрическую систему управления.
Мы можем предоставить:
проектирование технологического решения для термообработки;
подбор источника индукционного нагрева;
проектирование индуктора и нагревательной печи;
систему автоматической загрузки, транспортировки и выгрузки;
закалочное охлаждающее устройство;
систему отпускного нагрева;
систему циркуляционного водяного охлаждения;
PLC-систему управления;
промышленный компьютер и систему записи технологических параметров;
рекомендации по компоновке производственной линии;
руководство по монтажу и пусконаладке;
обучение эксплуатации и техническому обслуживанию;
поддержку по расходным деталям и запасным частям.
Для новых производственных линий и проектов модернизации Yuantuo может разработать компоновку линии с учётом фактических условий площадки. Это помогает уменьшить проблемы, связанные с несоответствием производственного такта, разными интерфейсами и неясной зоной ответственности при простом соединении отдельных машин.
🔹Подтверждение технического решения
Ключевой задачей при выборе оборудования для закалки и отпуска стального прутка является не простое определение мощности, а согласование между собой размеров заготовки, материала, производительности, температуры нагрева, способа охлаждения и требуемой твёрдости.
Инженеры Yuantuo рассчитывают производственный такт, глубину прогрева, длину печи, скорость роликов, интенсивность охлаждения и конфигурацию источника питания на основании параметров проекта. После этого подготавливается решение для линии индукционной термообработки стального прутка, соответствующее фактическим условиям эксплуатации.
связаться с нами
Сопутствующие популярные продукты
Линия термической обработки и закалки прямоугольных стальных профилей
Дальнейшее расширение прямоугольной стальной закалочной огневой линии с использованием передовой технологии индукционного нагрева, специально разработанной для закалки прямоугольной стали, широко используется в сталелитейной промышленности различных материалов стали.

Оборудование для предварительного нагрева труб
Оборудование для предварительного нагрева стальных труб Юаньто использует передовую технологию индукционного нагрева, специально разработанную для эффективного и равномерного предварительного нагрева стальных труб во время обработки, широко используется для предварительной обработки стальных труб в сталелитейной, машиностроительной, энергетической и других отраслях промышленности.
Система индукционного нагрева для прокатки
Компания по производству электромеханического оборудования Юаньто спроектировала и изготовила индукционную систему нагрева прокатки, предназначенную для нагрева и прокатки металлических материалов, таких как резьбовая сталь и нержавеющая сталь.
Оборудование для повышения температуры стальных заготовок
Оборудование для нагрева заготовок использует передовую технологию индукционного нагрева и специально разработано для нагрева заготовок, которые широко используются в черной металлургии.

Оборудование для отжигового нагрева нержавеющих стальных заготовок
YuanTuo оборудования для отжига и нагрева заготовок из нержавеющей стали с использованием передовой технологии индукционного нагрева, специально разработанной для отжига и нагрева заготовок из нержавеющей стали.
Оборудование для отжигового нагрева стальных труб
Оборудование для отжига стальных труб YuanTuo использует передовую технологию индукционного нагрева, предназначенную для отжига стальных труб, широко используется в нефтяной обсадной трубе и других материалах отжига стальных труб.
Линия для закалки стальных прутков
Оборудование для закалки поверхности стальных стержней YuanTuo применяется к отверждению поверхности углеродистой стали, низколегированной стали и других материалов, широко используется в машиностроении, автомобильных деталях, металлургии и других отраслях промышленности, чтобы предоставить клиентам эффективные и точные решения для термообработки.

Комплексное оборудование для нагрева стальных заготовок и прокатки арматуры
Комплект оборудования для нагрева заготовок и прокатки стальных прутков специально разработан для нагрева заготовок и прокатки стальных прутков, использует передовую технологию индукционного нагрева, которая широко используется для эффективного нагрева и формовки углеродистой стали, низколегированной стали и других стальных материалов.

Оборудование для индукционного нагрева и закалки стальных труб
Оборудование для индукционного нагрева закалки стальных труб с дистанционным расширением использует передовую технологию индукционного нагрева, предназначенную для закалки стальных труб.

Оборудование для нагрева и прокатки стальных шариков из стержней
Оборудование для нагрева стальных шаров принимает технологию индукционного нагрева, специально разработанную для линии производства стальных шаров, широко используется для нагрева стальных шаров из углеродистой, легированной и других стальных материалов.
Оборудование для индукционного нагрева листового металла
Оборудование для индукционного нагрева стальных слитков Юаньто использует передовую технологию индукционного нагрева и специально разработано для нагрева стальных плит, подходящее для термической обработки различных типов стали.

Оборудование для нагрева труб с напылением
Нагревательное оборудование для напыления стальных труб Юаньто использует передовую технологию индукционного нагрева, специально разработанную для предварительной тепловой обработки стальных труб и трубок перед напылением.
Линия термической обработки и закалки для нефтяных обсадных труб
Дистанционное расширение электромеханического концентрируется на стальных трубах, масляных обсадных трубах, буровых трубах, мономерных опорах, гидравлических опорах калибровочного термообработывающего оборудования.

Система индукционного нагрева для полностью автоматизированной ковки
Habei Yuantuo ТОО электромеханическое оборудование. спроектирована и изготовлена электромеханическая интегрированная система индукционного нагрева, специально предназначенная для теплопроницаемой ковки стержней, круглой стали и других металлических материалов, чтобы обеспечить эффективное и стабильное решение для стержневой и круглой стали

Система закалки и термической обработки квадратных труб
Линия термообработки закалки стальных труб дальнего расширения в основном используется для термообработки тонкостенных прямоугольных труб, квадратных труб и других металлических труб, широко используется в автомобильной промышленности легкой стали, прямоугольных трубных противоударных балок и других компонентов закалки и закалки.

Линия для нормализации и закалки длинных стержней
Производственная линия дальней вытяжки стержня использует передовую технологию индукционного нагрева, широко используется в различных стальных отверждениях, повышении прочности и управлении вязкостью.
-


-


-


whatsapp
