

Продукция
-
Линия термической обработки и закалки угловых плит
-
Оборудование для индукционного нагрева длинных заготовок
-
Система индукционного нагрева и термической обработки стальных прутков
-

Оборудование для индукционного нагрева листового металла
-

Оборудование для предварительного нагрева труб
-

Оборудование для индукционного нагрева и закалки стальных труб
-

Линия термической обработки и закалки прямоугольных стальных профилей
-

Система индукционного нагрева для непрерывного литья и нагрева прокатных заготовок
-

Индукционная электрическая печь для нагрева стальных заготовок
-

Оборудование для термической обработки стальных труб
-

Автоматическая система индукционного нагрева заготовок перед ковкой
-

Индукционная система нагрева стальных заготовок
-

Линия для закалки и нормализации стальных прутков
-
Линия закалки и отпуска стального прутка
-

Система закалки и термической обработки квадратных труб
-

Система индукционного нагрева для полностью автоматизированной ковки





Линия закалки и отпуска стальных труб | Yuantuo
Линия индукционной закалки и отпуска стальных труб для НКТ, обсадных труб, бурильных элементов, гидравлических стоек и бесшовных труб большого диаметра. Конфигурация подбирается по наружному диаметру, толщине стенки, длине, марке стали, производительности и требованиям термообработки.
Описание
маркер
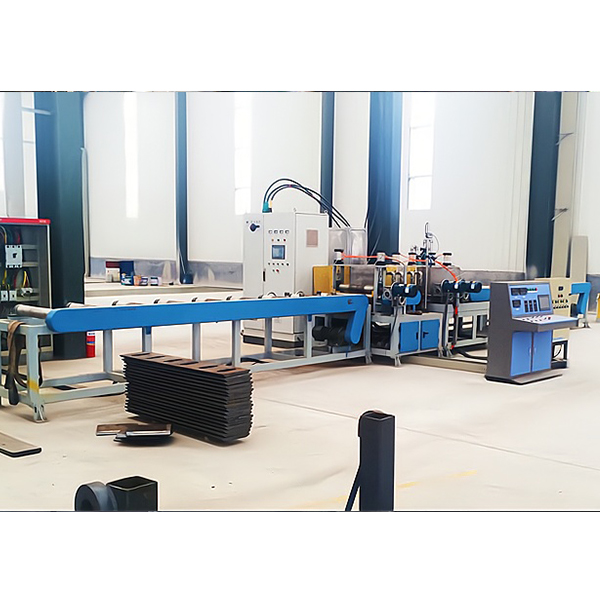
Линия индукционной закалки и отпуска стальных труб
Для НКТ, обсадных труб, бурильных элементов, гидравлических стоек и бесшовных труб большого диаметра
Линия предназначена для непрерывной индукционной термообработки трубных изделий. Она применяется для процессов закалки и отпуска стальных труб, НКТ, обсадных труб, бурильных элементов и гидравлических стоек.
Оборудование не является универсальной готовой моделью. Конфигурация подбирается по наружному диаметру трубы, толщине стенки, длине, марке стали, требуемой производительности и цели термообработки.
Для труб с утолщенными концами или другой конструкцией торцевой части может быть предусмотрен отдельный догрев концов трубы.
Для каких труб подходит линия
НКТ и обсадные трубы
Линия может применяться для термообработки нефтегазовых труб, включая НКТ и обсадные трубы. Для таких изделий важно учитывать наружный диаметр, толщину стенки, длину трубы, марку стали и конструкцию концов.
Если труба имеет утолщенные концы, параметры нагрева и догрева подбираются отдельно.
Стальные трубы и бесшовные трубы
Оборудование подходит для стальных труб и бесшовных труб, которым требуется последовательная закалка и отпуск. Схема линии подбирается по размеру трубы, производительности и требованиям к термообработке.
Бесшовные трубы большого диаметра
Для бесшовных труб большого диаметра применяется отдельная конфигурация линии. В этом направлении важны вращающаяся подача, согласование скорости движения трубы с режимом нагрева и последующий отпуск.
Бурильные элементы
Линия может использоваться для трубных и полых деталей, применяемых в буровом инструменте. Для таких изделий необходимо учитывать толщину стенки, марку стали и требования к термообработке.
Гидравлические и шахтные стойки
Оборудование также применяется для термообработки гидравлических стоек, шахтных стоек и других трубных деталей, где требуется контролируемая закалка и отпуск.
Отрасли применения
Производство НКТ и обсадных труб
Для предприятий, выпускающих нефтегазовые трубы и работающих с разными типоразмерами труб.
Заводы бесшовных стальных труб
Для линий термообработки бесшовных труб, включая трубы большого диаметра.
Производство бурового инструмента
Для трубных деталей и бурильных элементов, где требуется контролируемый нагрев и отпуск.
Горнодобывающее оборудование
Для производителей гидравлических стоек, шахтных стоек и других трубных элементов.
Цеха термообработки труб
Для предприятий, которые обрабатывают трубы разных диаметров, толщин стенки и марок стали.
![XZ91@30~)]LWGFLY`PXX2B5](https://cdn.cnyandex.com/ct7xh55/uploads/XZ91@30LWGFLYPXX2B5.jpg "XZ91@30~)]LWGFLY`PXX2B5")
Основные параметры для подбора линии
Параметр | Значение |
| Тип трубы | НКТ, обсадная труба, стальная труба, бесшовная труба, бурильный элемент, гидравлическая стойка |
| Наружный диаметр | Подбирается по трубе заказчика |
| Толщина стенки | Подбирается по трубе заказчика |
| Длина трубы | Подбирается по трубе заказчика |
| Марка стали / материал | Подбирается по требованиям заказчика |
| Конструкция концов трубы | Обычный конец, утолщенный конец или другая конструкция |
| Производительность | Подбирается по требуемому объему производства |
| Температура нагрева | Подбирается по технологии термообработки |
| Требования к закалке и отпуску | Подбираются по цели термообработки |
| Требуемая твердость | Подбирается по требованиям заказчика |
Параметры для бесшовных труб большого диаметра
Параметр | Значение |
| Диапазон наружного диаметра | Ø320–Ø1000 |
| Производительность | 2,5–10 т/ч |
| Источник питания для закалки | 750–3500 кВт / 0,5–4 кГц |
| Источник питания для отпуска | 400–1600 кВт / 0,5–2,5 кГц |
| Подача трубы | Вращение и равномерное движение вперед |
| Угол роликов | 18–21° |
| Ролики между индукторами | Немагнитная нержавеющая сталь 304 с водяным охлаждением |
Параметры для стальных труб, НКТ и обсадных труб
Параметр | Значение |
| Состав системы питания | Система из четырех источников питания |
| Общая закалка | 500 кВт / 1000 Гц |
| Догрев утолщенного конца при закалке | 120 кВт / 1000 Гц |
| Общий отпуск | 200 кВт / 500 Гц |
| Догрев утолщенного конца при отпуске | 80 кВт / 500 Гц |
| Подача трубы | Вращение и равномерное движение вперед |
| Угол роликов | 18–21° |
| Ролики между индукторами | Немагнитная нержавеющая сталь 304 с водяным охлаждением |
| Управление подачей | Независимый привод каждой оси и частотное регулирование |
| Управление скоростью | Посекционное управление скоростью движения |
| Система рецептов | Ввод марки стали, наружного диаметра и толщины стенки для вызова параметров |
| Контроль процесса | Температура, напряжение и другие параметры могут использоваться в системе замкнутого регулирования |
Фактическая конфигурация линии определяется по наружному диаметру, толщине стенки, длине, марке стали, производительности, конструкции концов трубы и требованиям термообработки.
Процесс закалки и отпуска труб
Последовательность обработки
Загрузка трубы → Вращающаяся подача → Индукционный нагрев перед закалкой → Охлаждение после нагрева → Индукционный отпуск → Догрев утолщенных концов трубы при необходимости → Контроль температуры → Управление рецептами → Выгрузка трубы
Во время обработки труба вращается на роликовом транспортере и равномерно движется вперед. Такая схема используется для согласования подачи трубы с зонами нагрева, охлаждения и отпуска.
Для труб с утолщенными концами или другой торцевой конструкцией может применяться отдельный догрев. Это особенно важно для НКТ, обсадных труб и других трубных изделий, у которых геометрия конца отличается от средней части трубы.
Режим нагрева, охлаждения и отпуска выбирается по марке стали, наружному диаметру, толщине стенки, длине трубы и требуемому результату термообработки.

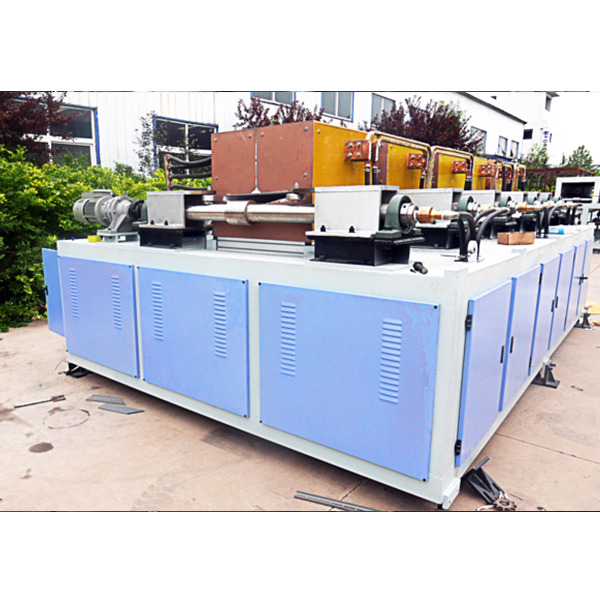
Состав линии термообработки труб
Система загрузки труб
Система загрузки подбирается по длине трубы, планировке цеха и требуемому уровню автоматизации.
Для разных трубных изделий схема загрузки может отличаться. Это учитывается при проектировании линии.
Роликовый транспортер с вращением трубы
Труба перемещается по роликовому транспортеру и одновременно вращается. Угол роликов составляет 18–21°.
Такая схема используется для равномерной подачи трубы через зоны индукционного нагрева, охлаждения и отпуска.

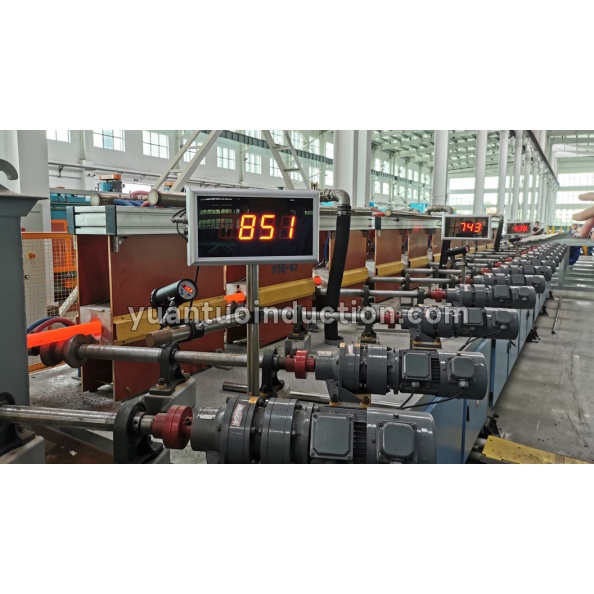
Система посекционной подачи
Каждая ось может иметь независимый привод. Скорость движения регулируется частотными преобразователями.
Посекционное управление скоростью помогает согласовать движение трубы с разными зонами линии.
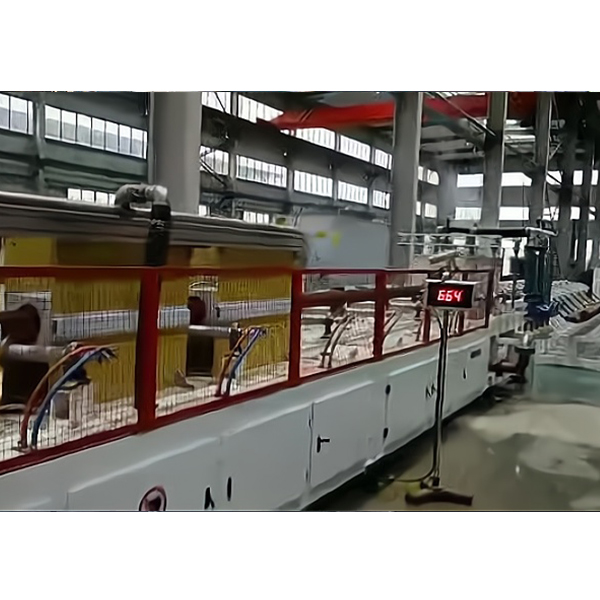
Индукционный нагрев перед закалкой
Зона индукционного нагрева подбирается по наружному диаметру, толщине стенки, марке стали, производительности и температуре нагрева.
Для разных типов труб используются разные конфигурации источников питания и индукторов.
Система охлаждения после нагрева
Система охлаждения подбирается по требованиям к закалке и свойствам готовой трубы.
Тип охлаждения, параметры воды или другой охлаждающей среды должны уточняться по технологии заказчика.

Индукционный нагрев для отпуска
Зона отпуска используется после закалки. Ее параметры подбираются по требуемой твердости, марке стали и режиму термообработки.
Для труб с разной толщиной стенки режим отпуска рассчитывается отдельно.
Система догрева утолщенных концов трубы
Для НКТ, обсадных труб и других труб с утолщенными концами может применяться отдельный догрев торцевой части.
Эта система подбирается по конструкции конца трубы, размеру утолщенной части, наружному диаметру, толщине стенки и требованиям термообработки.
Система контроля температуры
Температура контролируется в рабочих зонах линии. При необходимости применяется замкнутый контур регулирования температуры и других параметров.
Это помогает управлять процессом нагрева, закалки и отпуска при серийной обработке труб.
Система рецептов
Система рецептов позволяет работать с разными типоразмерами труб.
После ввода марки стали, наружного диаметра и толщины стенки система может вызывать соответствующие параметры процесса. Это снижает зависимость от ручного поиска и повторного ввода настроек.
ПЛК и промышленный компьютер
ПЛК и промышленный компьютер используются для управления линией, отображения рабочих параметров, записи данных, индикации неисправностей и аварийной сигнализации.
Набор функций уточняется по проекту и требованиям заказчика.

Система выгрузки труб
Система выгрузки подбирается по длине трубы, скорости линии и планировке цеха.
Она может быть согласована с последующими операциями на производстве заказчика.
Догрев утолщенных концов трубы
У НКТ, обсадных труб и некоторых трубных изделий торцевая часть может отличаться от средней части трубы. Диаметр, толщина стенки или форма конца трубы могут быть другими.
В таком случае общий нагрев трубы не всегда решает задачу полностью. Для утолщенных концов может быть предусмотрена отдельная зона догрева.
Догрев утолщенных концов подбирается по конструкции трубы. При расчете учитываются наружный диаметр, толщина стенки, длина трубы, размеры утолщенной части, марка стали и требования к закалке и отпуску.
Такая схема особенно важна для труб, где требуется согласовать термообработку основной части трубы и ее концов.
Контроль температуры, система рецептов и автоматизация
Контроль температуры
Для процесса закалки и отпуска важен контроль температуры в рабочих зонах линии.
В системе могут использоваться замкнутые контуры регулирования температуры, напряжения и других параметров. Конкретная схема контроля подбирается по требованиям заказчика и условиям производства.
Система рецептов для разных труб
При работе с разными типоразмерами труб важно корректно менять параметры процесса.
Система рецептов позволяет использовать данные по марке стали, наружному диаметру и толщине стенки для вызова соответствующих параметров. Это удобно для производств, где обрабатываются трубы разных размеров.
Автоматизация подачи
Линия может использовать независимый привод каждой оси и частотное регулирование скорости. Это дает возможность управлять скоростью движения трубы по зонам.
Степень автоматизации подбирается по длине трубы, производительности, планировке цеха и требованиям заказчика.
Запись параметров
Система управления может отображать, сохранять и печатать рабочие параметры. Также возможны индикация неисправностей и аварийная сигнализация.
Если заказчику требуется расширенная запись данных или прослеживаемость процесса, это должно быть указано на этапе технического запроса.
Почему Yuantuo
Yuantuo разрабатывает индукционные системы нагрева и термообработки для промышленных задач.
При проектировании линии для стальных труб учитывается не только мощность источников питания. Важны наружный диаметр, толщина стенки, длина трубы, марка стали, конструкция концов, производительность и требования к термообработке.
Для труб с утолщенными концами может быть предложена отдельная схема догрева. Для разных типоразмеров труб может быть предусмотрена система рецептов и управление параметрами процесса.
Цель проекта — подобрать конфигурацию линии под конкретную трубу и производственную задачу заказчика.
Какие данные нужны для подбора линии
Чтобы рассчитать конфигурацию линии, отправьте основные параметры трубы:
- наружный диаметр трубы;
- толщина стенки;
- длина трубы;
- тип трубы;
- материал или марка стали;
- конструкция концов трубы;
- размеры утолщенной части, если она есть;
- требуемая производительность;
- температура нагрева;
- требования к закалке;
- требования к отпуску;
- требуемая твердость;
- требования к механическим свойствам, если они заданы;
- требования к охлаждению;
- напряжение и частота питания на заводе;
- условия загрузки и выгрузки трубы;
- требования к записи параметров процесса.
После получения этих данных можно подготовить предварительную конфигурацию линии и обсудить техническое решение.
связаться с нами
Сопутствующие популярные продукты

Оборудование для нагрева и прокатки стальных шариков из стержней
Оборудование для нагрева стальных шаров принимает технологию индукционного нагрева, специально разработанную для линии производства стальных шаров, широко используется для нагрева стальных шаров из углеродистой, легированной и других стальных материалов.
Оборудование для предварительного нагрева труб
Оборудование для предварительного нагрева стальных труб Юаньто использует передовую технологию индукционного нагрева, специально разработанную для эффективного и равномерного предварительного нагрева стальных труб во время обработки, широко используется для предварительной обработки стальных труб в сталелитейной, машиностроительной, энергетической и других отраслях промышленности.

Линия для закалки стальных прутков
Оборудование для закалки поверхности стальных стержней YuanTuo применяется к отверждению поверхности углеродистой стали, низколегированной стали и других материалов, широко используется в машиностроении, автомобильных деталях, металлургии и других отраслях промышленности, чтобы предоставить клиентам эффективные и точные решения для термообработки.
Линия термической обработки и закалки угловых плит
Линия термообработки угловой пластины ножа строительной техники, запущенная с помощью дальнего расширения электромеханического оборудования, предназначена для закалки и отжига угловой пластины ножа строительной машины.

Система индукционного нагрева для прокатки
Компания по производству электромеханического оборудования Юаньто спроектировала и изготовила индукционную систему нагрева прокатки, предназначенную для нагрева и прокатки металлических материалов, таких как резьбовая сталь и нержавеющая сталь.
Линия для закалки и нормализации стальных прутков
Линия по производству регулировки стальных стержней YuanTuo использует передовую технологию индукционного нагрева, предназначенную для термообработки калибровки стальных стержней, широко используется в калибровке и обработке различных материалов, таких как углеродистая сталь и легированная сталь.

Оборудование для нагрева труб с напылением
Нагревательное оборудование для напыления стальных труб Юаньто использует передовую технологию индукционного нагрева, специально разработанную для предварительной тепловой обработки стальных труб и трубок перед напылением.
Система закалки и термической обработки квадратных труб
Линия термообработки закалки стальных труб дальнего расширения в основном используется для термообработки тонкостенных прямоугольных труб, квадратных труб и других металлических труб, широко используется в автомобильной промышленности легкой стали, прямоугольных трубных противоударных балок и других компонентов закалки и закалки.
Система индукционного нагрева для непрерывного литья и нагрева прокатных заготовок
Habei YuanTuo ТОО электромеханическое оборудование. для заказчиков настраивает систему индукционного нагрева непрерывного литья и непрерывной прокатки стальных заготовок, специально предназначенную для нагрева и нагрева стальных заготовок в производстве стали.
Линия закалки и отпуска стального прутка
Непрерывная линия индукционной закалки и отпуска стального прутка Ø20–120 мм. Конфигурация подбирается по диаметру, длине, марке стали, производительности, температуре нагрева и требуемой твердости.
Индукционная система нагрева стальных заготовок
Разработанная и производимая компанией система индукционного нагрева слябов специально предназначена для нагрева слябов в процессе производства стали.

Линия для нормализации и закалки длинных стержней
Производственная линия дальней вытяжки стержня использует передовую технологию индукционного нагрева, широко используется в различных стальных отверждениях, повышении прочности и управлении вязкостью.
Оборудование для индукционного нагрева листового металла
Оборудование для индукционного нагрева стальных слитков Юаньто использует передовую технологию индукционного нагрева и специально разработано для нагрева стальных плит, подходящее для термической обработки различных типов стали.

Оборудование для индукционного нагрева титановых стержней
Индукционное нагревательное оборудование для дальнего расширения титановых стержней использует передовую технологию индукционного нагрева, предназначенную для нагрева промышленных чистых титановых и титановых стержней.
Система закалки с проплавлением для стальных плит
Линия по производству теплопроницаемой закалки YuanTuo стальной пластины использует передовую технологию индукционного нагрева, предназначенную для теплопроницаемой закалки стальной пластины и других металлических материалов.
Автоматическая система индукционного нагрева заготовок перед ковкой
Автоматическая система индукционного нагрева заготовок перед ковкой для нагрева прутков, коротких заготовок и фасонных поковочных заготовок. Оборудование включает подачу, индукционный нагрев, пирометрический контроль температуры, сортировку по температуре, быструю выгрузку и стыковку с ковочным прессом.
-


-


-


whatsapp
